ЛЖгФњЗУЮЪЁАКЯЗЪЪа80金沙总区ЛЗБЃПЦММгаЯоЙЋЫОЁБЦѓвЕЙйЭјЃЁ
10ФъзЈзЂЛЗОГЮлШОжЮРэ
ЩшМЦЁЂЩњВњЁЂАВзАЁЂЪлКѓвЛеОЪНЗўЮё
ШЋЙњУтЗбзЩбЏШШЯпЃК
150-5515-7685
ЕБЧАЮЛжУЃК ЭјеОЪзвГ > аТЮХЖЏЬЌ
СЊЯЕЮвУЧ

ЙЋЫОУћГЦЃК КЯЗЪЪа80金沙总区ЛЗБЃПЦММгаЯоЙЋЫО
ЙйЗНЭјжЗЃК darceny.com
СЊЯЕЕчЛАЃК150-5515-7685
ЦѓвЕЙЬЛАЃК0551-64388109
ЕчзггЪЯфЃКKeposhine@163.com
ЙЋЫОЕижЗЃККЯЗЪЪааТеОЧјЮГЖўТЗББМЮГМПЦММдАПЦбаТЅЖўТЅ
ВњЦЗжЊЪЖ
ЕБЧАЮЛжУЃК ЭјеОЪзвГ > аТЮХЖЏЬЌ > ВњЦЗжЊЪЖ
аюШШЪНШМЩеММЪѕДІРэЛЏЙЄаавЕVOCs ЕФАВШЋадЮЪЬт
РДдДЃК80金沙总区ЛЗБЃ ЗЂВМЪБМфЃК2023-08-03
ЫцзХЖдЛЗОГБЃЛЄЕФШевцжиЪгЃЌЫсгъКЭЮэіВЮлШОвбОж№НЅМѕЩйЃЌЕЋЪЧГєбѕЮлШОШдШевцМгжиЃЌГЩЮЊгАЯьЛЗОГПеЦјжЪСПЕФживЊЮлШОдДЃЌНќФъРДЮвЙњвђГєбѕЮлШОЕМжТЕФШЫПкЫРЭіЪ§СПЦНОљдіМг10.7%ЁЃГєбѕЮлШОЕФживЊЧАЬхЮяЪЧVOCsЃЌдкзЯЭтЯпЕФзїгУЯТЃЌVOCs КЭЕЊбѕЛЏЮяЛсЗЂЩњвЛЯЕСаИДдгЕФЙтЛЏбЇЗДгІЃЌЩњГЩГєбѕКЭЮэіВЖўДЮПХСЃЁЃЫфШЛЛЗОГПеЦјжаЕЊбѕЛЏЮяЕФХЈЖШгавЛЖЈГЬЖШЕФНЕЕЭЃЌЕЋЪЧVOCs ЕФМѕХХНјШыСЫЦПОБЦкЃЌВњЩњГєбѕЕФЗДгІжаЃЌVOCs КЭЕЊбѕЛЏЮяЗЧЯпадЙиЯЕЃЌНіЭЈЙ§ЕЊбѕЛЏЮяЕФМѕХХЩѕжСЛсЕМжТГєбѕХЈЖШЕФЩЯЩ§ЁЃЮЊСЫНЕЕЭГєбѕЮлШОЃЌVOCsМѕХХЪЧжижажЎжиЁЃЛЏЙЄаавЕЪЧЮвЙњЙЄвЕЬхЯЕЕФжЇжљаавЕЃЌвВЪЧVOCs ХХЗХЕФживЊаавЕЁЃ
ИљОнжаЙњЛЗОГЙцЛЎдКЕФбаОПНсЙћЃЌЮвЙњVOCs ФъХХЗХСПДяЕН3100 ЖжЃЌЮвЙњЩцМАVOCs ХХЗХЕФаавЕГЌЙ§120 ИіЃЌЦфжаФъХХЗХСПГЌЙ§1 ЭђЖжЕФаавЕГЌЙ§50 ИіЁЃЛЏЙЄаавЕVOCsЕфаЭЬиеїАќРЈЃКЗЯЦјХЈЖШИпЁЂВЈЖЏадДѓЁЂОЛЛЏаЇТЪвЊЧѓИпЁЃ
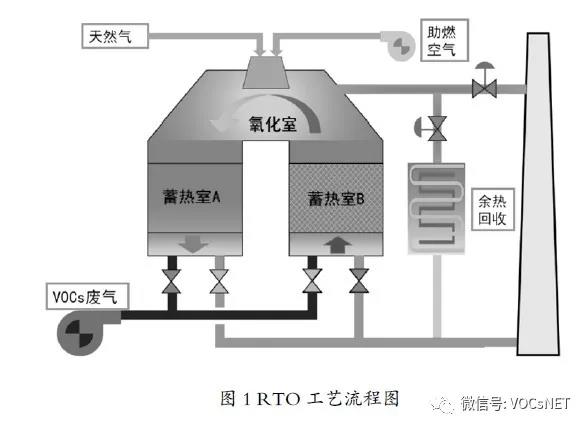
аюШШЪНШМЩеММЪѕЃЈRTOЃЉжївЊдРэЪЧЃКЛгЗЂадгаЛњЗЯЦјОЙ§дЄШШЪвЩ§ЮТКѓЃЌНјШыШМЩеЪвИпЮТЗйЩеЃЈЩ§ЮТЕН800ЁцЃЉЃЌдкИЛбѕЕФЬѕМўЯТНјааГЙЕзЕФбѕЛЏЗжНтЃЌгаЛњЮябѕЛЏГЩЫЎКЭЖўбѕЛЏЬМЃЌдкОЙ§СэЭтвЛИіаюШШЪвЕФаюШШЬхДцДЂШШСПЃЌДцДЂЕФШШСППЩвдгУгкЯТвЛТждЄШШаТНјШыЕФгаЛњЗЯЦјЃЌОЙ§жмЦкадЕиИФБфЦјСїЗНЯђДгЖјБЃГжТЏЬХЮТЖШЕФЮШЖЈЁЃRTO ЙЄвеСїГЬЭММћЭМ1ЁЃ
гЩгкаюШШЪНШМЩеЪЧвЛжжГЙЕзЕФбѕЛЏЗжНтММЪѕЃЌОЛЛЏаЇТЪИпЃЌФПЧАЙуЗКгІгУгкЛЏЙЄаавЕЕФVOCs ОЛЛЏЁЃЕЋгЩгкЛЏЙЄаавЕVOCs ЗЯЦјХЈЖШИпЃЌЧвВЈЖЏадДѓЃЌДцдкШМБЌЕФПЩФмадЁЃ2015 Фъ3 дТНЫеФГЛЏЙЄЦѓвЕRTO ОЛЛЏЯЕЭГСЌајСНДЮЗЂЩњБЌеЈЃЌОМУЫ№ЪЇДяЪ§АйЭђдЊЃЛ2020 Фъ8 дТ19 ШеЃЌеуНФГЛЏЙЄЦѓвЕRTO ОЛЛЏзАжУЗЯЦјЙмЕРБЌСбЃЌЕМжТЩњВњжаЖЯЃЛ2019 Фъ6 дТ15 ШеЃЌАВЛеФГЛЏЙЄЦѓвЕRTO ОЛЛЏЯЕЭГЖЬЪБМфСНДЮЗЂЩњБЌеЈЃЌОЛЛЏЯЕЭГЫ№ЛйбЯжиЁЃ
ЛЏЙЄаавЕЕФVOCs ЗЯЦјХЈЖШвЛАуБШНЯИпЃЌдкЗЧе§ГЃЙЄПіЯТгаПЩФмЛсГЌЙ§БЌеЈЯоЃЛЫфШЛVOCs ЮлШОЮяХЈЖШБШНЯИпЃЌЕЋЪЧЗЯЦјжаЕФбѕКЌСПЭъШЋПЩвдТњзуШМЩеБЌеЈЕФвЊЧѓЃЛдкВЛКЯРэЩшМЦЛђепзАжУЗЧе§ГЃдЫааЃЌЖјдЄЗРДыЪЉВЛЕНЮЛЪБЃЌRTO зАжУБОЩэЕФУїЛ№ЁЂИпШШЮявдМАЕчЛ№ЛЈКЭОВЕчЕШОљПЩФмГЩЮЊЕуЛ№дДЁЃЛЏЙЄаавЕВЩгУаюШШЪНШМЩеММЪѕДІРэVOCs ЗЯЦјЪБЃЌашвЊжиЕуЙизЂАВШЋЮЪЬтЁЃ
1. ЛЏЙЄаавЕRTO ДІРэММЪѕЙ§ГЬжаБЌеЈвЊЫиЗжЮіИљОнБЌеЈШ§вЊЫиЃКПЩШМЮяЁЂжњШМЮяКЭЕуЛ№дДНјааеЙПЊЗжЮіЁЃ
1.1 ПЩШМЮя
ЃЈ1ЃЉЛЏЙЄаавЕЗЯЦјХЈЖШИпЁЂВЈЖЏадДѓЃЌдкФГаЉЙЄПіЬѕМўЯТЃЌБШШчецПеБУЦфжаПЊЦєЪБЃЌПЩФмДцдкVOCs ЗЯЦјХЈЖШГЌЙ§БЌеЈЯТЯоЕФЧщПіГіЯжЁЃ
ЃЈ2ЃЉВПЗжЩњВњЩшБИБШШчеєСѓИЊДІгкЙЪеЯзДЬЌЃЌVOCs ЮяСЯБЛМгШШЕМжТМЋИпХЈЖШЕФБЅКЭгаЛњЮяеєЦћНјШыRTO ОЛЛЏзАжУЃЌЕМжТЛьКЯЗЯЦјХЈЖШГЌЙ§БЌеЈЯТЯоЕФЧщПіЁЃ
ЃЈ3ЃЉВПЗжИпЗаЕуVOCs ЗЯЦјдкЪеМЏДІРэЯЕЭГЕЭЮТДІРфФ§ЃЌRTO ДІРэЯЕЭГЦєЖЏЪБЃЌРфФ§ЕФвКЬЌгаЛњЮяжБНгНјШыRTOЃЌЛђепдкКѓЦкЮТЖШЩ§ИпЪБЃЌРфФ§ЕФвКЬЌгаЛњЮяЛгЗЂжСЦјЯрЃЌНјШыRTOЃЌЕМжТRTO ФкВПЛьКЯЗЯЦјХЈЖШГЌЙ§БЌеЈЯТЯоЕФЧщПіЁЃ
ЃЈ4ЃЉвзОлКЯЮяжЪЃЌШчБНввЯЉЕШЃЌШнвзЗЂЩњОлКЯГСЛ§дкRTO ЯТЪвЬхЮТЖШЯрЖдНЯЕЭЕФаюШШЬхДІЃЌОлКЯЮяЫцзХЮТЖШЕФБфЛЏЃЌПЩФмЗЂЩњЖўДЮЛгЗЂЃЌЕМжТRTO ФкВПОжВПХЈЖШЙ§ИпГЌЙ§БЌеЈЯТЯоЕФЧщПіЁЃ
1.2 жњШМЮя
ЃЈ1ЃЉЛЏЙЄаавЕгаЛњвКЬхДцДЂгызАаЖЗЯЦјвдМАНјГіСЯКЭЗДгІЙ§ГЬЕФЗХПеЗЯЦјЃЌЮЊНЕЕЭЮяСЯЕФЫ№ЪЇЃЌвЛАуВЩШЁДѓЙмЬзаЁЙмЕФЗЯЦјВЖМЏЗНЪНЃЌИУВПЗжЗЯЦјЪеМЏЪБЃЌЛсв§ШывЛЖЈСПЕФПеЦјЁЃ
ЃЈ2ЃЉЗДгІИЊЕФЭЖСЯПкЁЂЗХСЯПкКЭШЁбљПквдМАЙрзАЙЄЮЛЃЌвЛАуВЩгУМЏЦјежЕФЗЯЦјЪеМЏЗНЪНЃЌЪеМЏЗЯЦјжаГ§СЫЩйСПЕФVOCs ЭтЃЌЛљБОвдПеЦјЮЊжїЁЃ
ЃЈ3ЃЉЙЬвКЗжРыЩшБИКЭИЩдяЩшБИЃЌвЛАуЭЈЙ§УмБеЕФЩшБИЛђепдіЩшУмБеИєМфЪеМЏЗЯЦјЃЌЗЯЦјжаЛсв§ШыДѓСПЪвФкПеЦјЁЃ
ЃЈ4ЃЉЗЯЫЎМЏЪфКЭДІРэЯЕЭГвдМАЙЬЗЯжќДцГЁЫљЃЌвЛАуЭЈЙ§ШЋУцЛЛЗчЕФЗНЪНЪеМЏЗЯЦјЃЌЪеМЏЗЯЦјжаГ§СЫЩйСПЕФVOCs ЭтЃЌЛљБОвдПеЦјЮЊжїЁЃ
1.3 ЕуЛ№дД
ЃЈ1ЃЉRTO ШМЩеЪвФкУїЛ№ЃКЕБНјШыRTO ФкЕФVOCs ШМЩеЪЭЗХЕФЧБШШВЛзувдЮЌГжRTO е§ГЃдЫааЫљашвЊЕФЮТЖШЪБЃЌашвЊЖюЭтВЙГфЬьШЛЦјВЂЕуЛ№Щ§ЮТЁЃRTO ТЏФквЛжБЮЌГжзХИпЮТУїЛ№зДЬЌЃЌЪЧЪТЙЪЗЂЩњЪБ*вЊПМТЧЕФЕуЛ№дДЁЃ
ЃЈ2ЃЉЕчЛ№ЛЈЃКвЛАуRTO ЕФИЈжњМгШШЯЕЭГВЩгУЕчЛ№ЛЈЕуЛ№ЦїЃЌдкRTO ТЏГѕЪМЩ§ЮТЪБЃЌШчЙћТЏФкгаЛњЮяГЌЙ§БЌеЈЯоЃЌИУЕчЛ№ЛЈвВПЩФмГЩЮЊЕуЛ№дДЁЃ
ЃЈ3ЃЉИпШШЮяЃКRTO Щ§ЮТКѓЃЌбѕЛЏТЏФкЕФаюШШЬеДЩвдМАДгбѕЛЏТЏжаШЁШШЕФЗЯЦјОљЮЊИпШШЮяЃЌШчвђЯЕЭГЙЪеЯЃЌИпШШЮяЛиЛ№ФцСїгіЕНПЩШМЮяЃЌЛђепИпгкПЩБЌеЈГЩЗжЕФЦ№ШМЕуЪБЃЌИпШШЮявВЛсГЩЮЊЕуЛ№дДЁЃ
2. АВШЋЗРПиЗжЮі
RTO ДІРэЯЕЭГБЌеЈЕФЗЂЩњЃЌашвЊТњзуШ§вЊЫиЃЌМДПЩШМЮяЁЂжњШМЮяКЭЕуЛ№дДЃЌЫљвдАВШЋЗРПиДыЪЉжївЊеыЖдвдЩЯШ§вЊЫиЕФЗРПиЁЃ
2.1 бЯПиПЩШМЮяХЈЖШ
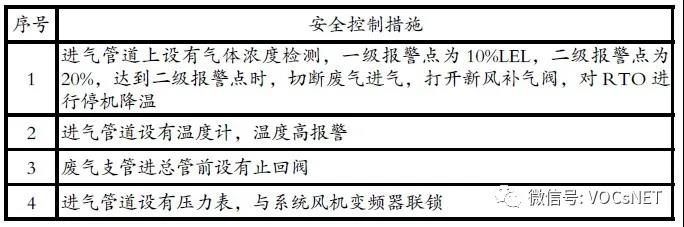
ПМТЧЕНRTO БОЩэОпгаУїЛ№ЃЌШчЙћНјПкХЈЖШГЌЙ§БЌеЈЯТЯоЃЌШЮКЮЗРПиДыЪЉЖМЮоМУгкЪТЃЌгІбЯИёПижЦRTOНјПкгаЛњЮяЕФХЈЖШЃЌЪЙЦфПижЦдкЖдгІЦјЬхБЌеЈЯТЯоЕФ25% вдФкЁЃЗРПиДыЪЉжївЊгаЃКRTO НјЦјЙмЕРЩЯЩшжУЦјЬхХЈЖШМьВтЃЌвЛМЖБЈОЏЕуЮЊ10%LELЃЌЖўМЖБЈОЏЕуЮЊ20%ЃЌДяЕНЖўМЖБЈОЏЕуЪБЃЌЧаЖЯЗЯЦјНјЦјЃЌДђПЊаТЗчВЙЦјЗЇЃЌЖдRTO НјааЭЃЛњНЕЃЛЖдгкИпХЈЖШЗЯЦјЃЌRTO ШыПкМгЯЁЪЭЗчЗЇЃЛЗЯЦјШыПкМгЛКГхЙоЃЌЛКГхЙоЕФЬхЛ§вЊЩшМЦЕУЕБЃЛХЈЖШМрВтвЧЁЂЯЁЪЭЗчЗЇЁЂRTO ЗчЛњЕШвЧЦїЩшБИжЎМфЕФСЌЫјПижЦЃЌЖдЭЛЗЂЮЪЬт*ЪБМфзіГіе§ШЗЕФЖЏзїЁЃ
2.2 АВШЋЗчЯеЦРЙР
RTO ДІРэЯЕЭГЕФАВШЋЩшЪЉгІгыжїЬхЙЄГЬЭЌЪБЩшМЦЁЂЭЌЪБЪЉЙЄЁЂЭЌЪБЭЖШыЪЙгУЃЌЛЏЙЄаавЕЗЯЦјГЩЗжИДдгЃЌгІНјааАВШЋЗчЯеЦРЙРТлжЄЃЌВЩгУHAZOP ЕШШэМўЗжЮіВЂВЩШЁЯргІЕФАВШЋДыЪЉЁЃ
2.3 ЧПЛЏдЄДІРэДыЪЉ
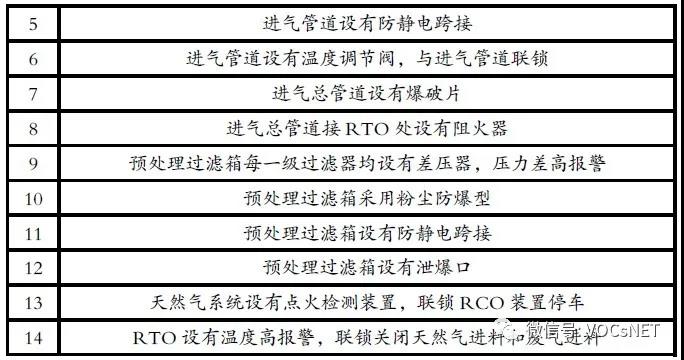
ЛЏЙЄаавЕЗЯЦјХХЗХХЈЖШВЈЖЏадДѓЃЌвЛАуЛсКЌгаЫсЮэКЭПХСЃЮяЃЌдкНјШыRTO ШМЩеЪБЃЌашвЊНјааЛьдШКЭШЅГ§ЫсЮэКЭПХСЃЮяЁЃНЈвщЦѓвЕВЩгУPP МюЯДЫўЖдгаЛњЗЯЦјНјаадЄДІРэЃЌгЩгкPP ЬюСЯЫўЧПЖШВЛИпЃЌдкЗЂЩњЪТЙЪЪБМЋвзаЙБЌЃЌ*ДѓЯоЖШЕиБЃжЄЯЕЭГАВШЋЁЃ
2.4 діЩшБивЊЕФЗРЛ№ЁЂЗРБЌКЭаЙБЌЕШДыЪЉ
ЗЯЦјЪеМЏзмЙмжаАВзАЗРЛ№ЗЇЃЌЗРЛ№ЗЇгІЗћКЯGB15930 ЕФЯрЙиЙцЖЈЃЛдкRTO ШыПкМгзАзшЛ№ЦїЃЌзшЛ№ЦїгІЗћКЯGB/T13347ЕФЯрЙиЙцЖЈЃЛдкRTO ШМЩеЪвЁЂЛКГхЙоЁЂЙмЕРЙеЭфДІМгаЙБЌЦЌЃЌЗРБЌаЙбЙЩшМЦгІЗћКЯGB 50160 ЕФЯрЙиЙцЖЈЃЛдкRTO ЩшБИИННќЩшжУвЛаЉЯћЗРЩшЪЉЃЛЗчЛњЁЂЕчЛњКЭжУгкЯжГЁЕФЕчЦјвЧБэЕШЩшБИЕФЗРБЌЕШМЖгІВЛЕЭгкЯжГЁМЖБ№ЁЃ
2.5 гХЛЏЪеМЏЯЕЭГ
ЗЯЦјЕФЪеМЏвдМАЗчЛњбЁгУашНјааЙцЗЖЛЏЩшМЦЃЌЗЯЦјЪеМЏЙмЯпашЭГГяЙцЛЎЃЌаЮГЩжЇЙмЃжїЙмЃДІРэзАжУЃзмХХПкЕФЪеМЏДІРэЯЕЭГЃЌШЗБЃЗЯЦјЪеМЏаЇЙћЃЌЪеМЏЙмЭјгІПМТЧБивЊЕФЗРЛ№КЭаЙБЌЁЃВЩгУН№ЪєВФжЪЕФЪеМЏЙмЭјЪБЃЌгІПМТЧОВЕчПчНгЁЂЯЕЭГНгЕиЕШДыЪЉЃЌМАЪБЕМГіОВЕчЃЌБмУтЛ§ОлЃЌНгЕиЕчзшгІаЁгк4QЃЌЗРРзЩшМЦгІЗћКЯGB 50057ЁЂSH/T3038 ЕФЯрЙиЙцЖЈЃЛБмУтЙмЕРжаДцдкжБНЧКЭМтНЧЃЌМѕЩйвђФІВСЖјЕМжТЕФОВЕчЁЃ
2.6 гХЛЏДІРэЯЕЭГ
RTO ТЏЩшМЦЪБЖдЗЯЦјНјааЦјСїГЁКЭШШСїГЁФЃФтЃЌЦфжаЦјСїГЁФЃФтШЗБЃRTO ТЏФкЮоЫРНЧЃЌЗЯЦјФмЙЛОљдШСїГЉЭЈЙ§ЃЌБмУтОжВПЭФСїЛђХЈЖШЙ§ИпЃЛШШСїГЁФЃФтШЗЖЈЬеДЩзАЬюСПЃЌбЁдёЪЪвЫШШЛиЪеаЇТЪЃЌБмУтRTO ТЏаюШШЪвРфЖЫЮТЖШЙ§ИпЃЌМѕЩйАВШЋвўЛМЁЃ
2.7 гХЛЏдЫЮЌДыЪЉ
ДІРэЯЕЭГКЯРэгааЇЕФдЫЮЌЪЧБЃжЄе§ГЃЮШЖЈдЫааЕФБивЊЬѕМўЃЌгІЖЈЦкЖдДІРэЯЕЭГНјааЕуМьЮЌаоКЭХХВщвўЛМЃЌБШШчМАЪБХХГіЪеМЏЙмЭјжаЕФЛ§вКЃЌБмУтЛ§вКжаЕФVOCs дйДЮЛгЗЂжСЦјЯрЃЌЕМжТЦјЯржаХЈЖШЙ§ИпЃЛШЗБЃдЄДІРэЩшЪЉЕФдЫаааЇТЪЃЌБмУтRTOТЏжаЬюСЯЖТШћЃЌв§ЗЂЖЯСїдьГЩАВШЋвўЛМЁЃ
2.8 ЩшжУИїРрАВШЋдЄОЏДыЪЉ
ШМСЯЙЉИјЯЕЭГгІЩшжУИпЕЭбЙБЃЛЄКЭаЙТЉБЈОЏзАжУЃЛбЙЫѕПеЦјЯЕЭГгІЩшжУЕЭбЙБЃЛЄКЭБЈОЏзАжУЃЛЩшжУUPS БИгУЕчдДКЭбЙЫѕПеЦјДЂЦјЙоЃЛЩшжУгІМБХХПеЙмЕРЃЌбЯНћгыИпЮТХХПеЙмЕРЙВгУбЬДбХХЗХЃЛДІРэЯЕЭГгІЩшжУАВШЋвЧБэЯЕЭГЃЌЖдЗчЛњЁЂЗЇУХЁЂШМЩеЦїЁЂТЏЬХКЭЗЯЦјЙмЕРЕШЩшБИЩшЪЉЕФЙиМќВЮЪ§НјааЪЕЪБМрПиКЭСЊЫјЃЛЙиМќЩшБИАВШЋвЧБэЯЕЭГгІВЛЕЭгкSIL2 БъзМЩшМЦЁЃ
2.9 НЅНјЛЏПЦбЇЕїЪд
RTO ТЏЕїЪдЪБРэгІЯШНјааПедиЕїЪдЃЌД§ПедиЕїЪдЮШЖЈКѓдйж№ВННгШыЕЭХЈЖШгаЛњЗЯЦјЃЌШчЦѓвЕЮлЫЎГиМгИЧЪеМЏКѓЗЯЦјЁЂГЕМфЛЛЗчЗЯЦјЕШЃЌ*жедйж№ВННгШыИпХЈЖШЗЯЦјЁЃЭЌЪБЖдФтНгШыИпХЈЖШЗЯЦјЕФХХЗХСїСПЁЂХХЗХХЈЖШНјааМьВтЃЌжиЕуЙизЂЗхЪБХЈЖШЃЌЗхжЕХЈЖШВЛЕУГЌИпЛьКЯЗЯЦјБЌеЈЯТЯоЕФ25%ЁЃ
3. ЪЕМЪАИР§ЗжЮі
ФГЛЏЙЄаавЕЗЯЦјЗчСПЮЊ30000 m3/hЃЌЗЯЦјжаКЌгабЮЫсЁЂПХСЃЮяКЭVOCsЃЌВЩгУМюЯД+ ИЩЪНЙ§ТЫ+RTO ДІРэЦѓвЕЛьКЯЗЯЦјЃЌRTO ЮЊШ§ЪвRTOЃЌVOCs НјЦјХЈЖШЮЊ1250mg/m3ЃЌзлКЯОЛЛЏаЇТЪПЩвдДяЕН99%ЁЃФПЧАвбСЌајЮШЖЈдЫаа5 ФъЃЌИУДІРэЯЕЭГЕФАВШЋПижЦДыЪЉЯъМћЯТБэЁЃ
ИљОнжаЙњЛЗОГЙцЛЎдКЕФбаОПНсЙћЃЌЮвЙњVOCs ФъХХЗХСПДяЕН3100 ЖжЃЌЮвЙњЩцМАVOCs ХХЗХЕФаавЕГЌЙ§120 ИіЃЌЦфжаФъХХЗХСПГЌЙ§1 ЭђЖжЕФаавЕГЌЙ§50 ИіЁЃЛЏЙЄаавЕVOCsЕфаЭЬиеїАќРЈЃКЗЯЦјХЈЖШИпЁЂВЈЖЏадДѓЁЂОЛЛЏаЇТЪвЊЧѓИпЁЃ
аюШШЪНШМЩеММЪѕЃЈRTOЃЉжївЊдРэЪЧЃКЛгЗЂадгаЛњЗЯЦјОЙ§дЄШШЪвЩ§ЮТКѓЃЌНјШыШМЩеЪвИпЮТЗйЩеЃЈЩ§ЮТЕН800ЁцЃЉЃЌдкИЛбѕЕФЬѕМўЯТНјааГЙЕзЕФбѕЛЏЗжНтЃЌгаЛњЮябѕЛЏГЩЫЎКЭЖўбѕЛЏЬМЃЌдкОЙ§СэЭтвЛИіаюШШЪвЕФаюШШЬхДцДЂШШСПЃЌДцДЂЕФШШСППЩвдгУгкЯТвЛТждЄШШаТНјШыЕФгаЛњЗЯЦјЃЌОЙ§жмЦкадЕиИФБфЦјСїЗНЯђДгЖјБЃГжТЏЬХЮТЖШЕФЮШЖЈЁЃRTO ЙЄвеСїГЬЭММћЭМ1ЁЃ
ЭМ1 RTO ЙЄвеСїГЬЭМ
гЩгкаюШШЪНШМЩеЪЧвЛжжГЙЕзЕФбѕЛЏЗжНтММЪѕЃЌОЛЛЏаЇТЪИпЃЌФПЧАЙуЗКгІгУгкЛЏЙЄаавЕЕФVOCs ОЛЛЏЁЃЕЋгЩгкЛЏЙЄаавЕVOCs ЗЯЦјХЈЖШИпЃЌЧвВЈЖЏадДѓЃЌДцдкШМБЌЕФПЩФмадЁЃ2015 Фъ3 дТНЫеФГЛЏЙЄЦѓвЕRTO ОЛЛЏЯЕЭГСЌајСНДЮЗЂЩњБЌеЈЃЌОМУЫ№ЪЇДяЪ§АйЭђдЊЃЛ2020 Фъ8 дТ19 ШеЃЌеуНФГЛЏЙЄЦѓвЕRTO ОЛЛЏзАжУЗЯЦјЙмЕРБЌСбЃЌЕМжТЩњВњжаЖЯЃЛ2019 Фъ6 дТ15 ШеЃЌАВЛеФГЛЏЙЄЦѓвЕRTO ОЛЛЏЯЕЭГЖЬЪБМфСНДЮЗЂЩњБЌеЈЃЌОЛЛЏЯЕЭГЫ№ЛйбЯжиЁЃ
ЛЏЙЄаавЕЕФVOCs ЗЯЦјХЈЖШвЛАуБШНЯИпЃЌдкЗЧе§ГЃЙЄПіЯТгаПЩФмЛсГЌЙ§БЌеЈЯоЃЛЫфШЛVOCs ЮлШОЮяХЈЖШБШНЯИпЃЌЕЋЪЧЗЯЦјжаЕФбѕКЌСПЭъШЋПЩвдТњзуШМЩеБЌеЈЕФвЊЧѓЃЛдкВЛКЯРэЩшМЦЛђепзАжУЗЧе§ГЃдЫааЃЌЖјдЄЗРДыЪЉВЛЕНЮЛЪБЃЌRTO зАжУБОЩэЕФУїЛ№ЁЂИпШШЮявдМАЕчЛ№ЛЈКЭОВЕчЕШОљПЩФмГЩЮЊЕуЛ№дДЁЃЛЏЙЄаавЕВЩгУаюШШЪНШМЩеММЪѕДІРэVOCs ЗЯЦјЪБЃЌашвЊжиЕуЙизЂАВШЋЮЪЬтЁЃ
1. ЛЏЙЄаавЕRTO ДІРэММЪѕЙ§ГЬжаБЌеЈвЊЫиЗжЮіИљОнБЌеЈШ§вЊЫиЃКПЩШМЮяЁЂжњШМЮяКЭЕуЛ№дДНјааеЙПЊЗжЮіЁЃ
1.1 ПЩШМЮя
ЃЈ1ЃЉЛЏЙЄаавЕЗЯЦјХЈЖШИпЁЂВЈЖЏадДѓЃЌдкФГаЉЙЄПіЬѕМўЯТЃЌБШШчецПеБУЦфжаПЊЦєЪБЃЌПЩФмДцдкVOCs ЗЯЦјХЈЖШГЌЙ§БЌеЈЯТЯоЕФЧщПіГіЯжЁЃ
ЃЈ2ЃЉВПЗжЩњВњЩшБИБШШчеєСѓИЊДІгкЙЪеЯзДЬЌЃЌVOCs ЮяСЯБЛМгШШЕМжТМЋИпХЈЖШЕФБЅКЭгаЛњЮяеєЦћНјШыRTO ОЛЛЏзАжУЃЌЕМжТЛьКЯЗЯЦјХЈЖШГЌЙ§БЌеЈЯТЯоЕФЧщПіЁЃ
ЃЈ3ЃЉВПЗжИпЗаЕуVOCs ЗЯЦјдкЪеМЏДІРэЯЕЭГЕЭЮТДІРфФ§ЃЌRTO ДІРэЯЕЭГЦєЖЏЪБЃЌРфФ§ЕФвКЬЌгаЛњЮяжБНгНјШыRTOЃЌЛђепдкКѓЦкЮТЖШЩ§ИпЪБЃЌРфФ§ЕФвКЬЌгаЛњЮяЛгЗЂжСЦјЯрЃЌНјШыRTOЃЌЕМжТRTO ФкВПЛьКЯЗЯЦјХЈЖШГЌЙ§БЌеЈЯТЯоЕФЧщПіЁЃ
ЃЈ4ЃЉвзОлКЯЮяжЪЃЌШчБНввЯЉЕШЃЌШнвзЗЂЩњОлКЯГСЛ§дкRTO ЯТЪвЬхЮТЖШЯрЖдНЯЕЭЕФаюШШЬхДІЃЌОлКЯЮяЫцзХЮТЖШЕФБфЛЏЃЌПЩФмЗЂЩњЖўДЮЛгЗЂЃЌЕМжТRTO ФкВПОжВПХЈЖШЙ§ИпГЌЙ§БЌеЈЯТЯоЕФЧщПіЁЃ
1.2 жњШМЮя
ЃЈ1ЃЉЛЏЙЄаавЕгаЛњвКЬхДцДЂгызАаЖЗЯЦјвдМАНјГіСЯКЭЗДгІЙ§ГЬЕФЗХПеЗЯЦјЃЌЮЊНЕЕЭЮяСЯЕФЫ№ЪЇЃЌвЛАуВЩШЁДѓЙмЬзаЁЙмЕФЗЯЦјВЖМЏЗНЪНЃЌИУВПЗжЗЯЦјЪеМЏЪБЃЌЛсв§ШывЛЖЈСПЕФПеЦјЁЃ
ЃЈ2ЃЉЗДгІИЊЕФЭЖСЯПкЁЂЗХСЯПкКЭШЁбљПквдМАЙрзАЙЄЮЛЃЌвЛАуВЩгУМЏЦјежЕФЗЯЦјЪеМЏЗНЪНЃЌЪеМЏЗЯЦјжаГ§СЫЩйСПЕФVOCs ЭтЃЌЛљБОвдПеЦјЮЊжїЁЃ
ЃЈ3ЃЉЙЬвКЗжРыЩшБИКЭИЩдяЩшБИЃЌвЛАуЭЈЙ§УмБеЕФЩшБИЛђепдіЩшУмБеИєМфЪеМЏЗЯЦјЃЌЗЯЦјжаЛсв§ШыДѓСПЪвФкПеЦјЁЃ
ЃЈ4ЃЉЗЯЫЎМЏЪфКЭДІРэЯЕЭГвдМАЙЬЗЯжќДцГЁЫљЃЌвЛАуЭЈЙ§ШЋУцЛЛЗчЕФЗНЪНЪеМЏЗЯЦјЃЌЪеМЏЗЯЦјжаГ§СЫЩйСПЕФVOCs ЭтЃЌЛљБОвдПеЦјЮЊжїЁЃ
1.3 ЕуЛ№дД
ЃЈ1ЃЉRTO ШМЩеЪвФкУїЛ№ЃКЕБНјШыRTO ФкЕФVOCs ШМЩеЪЭЗХЕФЧБШШВЛзувдЮЌГжRTO е§ГЃдЫааЫљашвЊЕФЮТЖШЪБЃЌашвЊЖюЭтВЙГфЬьШЛЦјВЂЕуЛ№Щ§ЮТЁЃRTO ТЏФквЛжБЮЌГжзХИпЮТУїЛ№зДЬЌЃЌЪЧЪТЙЪЗЂЩњЪБ*вЊПМТЧЕФЕуЛ№дДЁЃ
ЃЈ2ЃЉЕчЛ№ЛЈЃКвЛАуRTO ЕФИЈжњМгШШЯЕЭГВЩгУЕчЛ№ЛЈЕуЛ№ЦїЃЌдкRTO ТЏГѕЪМЩ§ЮТЪБЃЌШчЙћТЏФкгаЛњЮяГЌЙ§БЌеЈЯоЃЌИУЕчЛ№ЛЈвВПЩФмГЩЮЊЕуЛ№дДЁЃ
ЃЈ3ЃЉИпШШЮяЃКRTO Щ§ЮТКѓЃЌбѕЛЏТЏФкЕФаюШШЬеДЩвдМАДгбѕЛЏТЏжаШЁШШЕФЗЯЦјОљЮЊИпШШЮяЃЌШчвђЯЕЭГЙЪеЯЃЌИпШШЮяЛиЛ№ФцСїгіЕНПЩШМЮяЃЌЛђепИпгкПЩБЌеЈГЩЗжЕФЦ№ШМЕуЪБЃЌИпШШЮявВЛсГЩЮЊЕуЛ№дДЁЃ
2. АВШЋЗРПиЗжЮі
RTO ДІРэЯЕЭГБЌеЈЕФЗЂЩњЃЌашвЊТњзуШ§вЊЫиЃЌМДПЩШМЮяЁЂжњШМЮяКЭЕуЛ№дДЃЌЫљвдАВШЋЗРПиДыЪЉжївЊеыЖдвдЩЯШ§вЊЫиЕФЗРПиЁЃ
2.1 бЯПиПЩШМЮяХЈЖШ
ПМТЧЕНRTO БОЩэОпгаУїЛ№ЃЌШчЙћНјПкХЈЖШГЌЙ§БЌеЈЯТЯоЃЌШЮКЮЗРПиДыЪЉЖМЮоМУгкЪТЃЌгІбЯИёПижЦRTOНјПкгаЛњЮяЕФХЈЖШЃЌЪЙЦфПижЦдкЖдгІЦјЬхБЌеЈЯТЯоЕФ25% вдФкЁЃЗРПиДыЪЉжївЊгаЃКRTO НјЦјЙмЕРЩЯЩшжУЦјЬхХЈЖШМьВтЃЌвЛМЖБЈОЏЕуЮЊ10%LELЃЌЖўМЖБЈОЏЕуЮЊ20%ЃЌДяЕНЖўМЖБЈОЏЕуЪБЃЌЧаЖЯЗЯЦјНјЦјЃЌДђПЊаТЗчВЙЦјЗЇЃЌЖдRTO НјааЭЃЛњНЕЃЛЖдгкИпХЈЖШЗЯЦјЃЌRTO ШыПкМгЯЁЪЭЗчЗЇЃЛЗЯЦјШыПкМгЛКГхЙоЃЌЛКГхЙоЕФЬхЛ§вЊЩшМЦЕУЕБЃЛХЈЖШМрВтвЧЁЂЯЁЪЭЗчЗЇЁЂRTO ЗчЛњЕШвЧЦїЩшБИжЎМфЕФСЌЫјПижЦЃЌЖдЭЛЗЂЮЪЬт*ЪБМфзіГіе§ШЗЕФЖЏзїЁЃ
2.2 АВШЋЗчЯеЦРЙР
RTO ДІРэЯЕЭГЕФАВШЋЩшЪЉгІгыжїЬхЙЄГЬЭЌЪБЩшМЦЁЂЭЌЪБЪЉЙЄЁЂЭЌЪБЭЖШыЪЙгУЃЌЛЏЙЄаавЕЗЯЦјГЩЗжИДдгЃЌгІНјааАВШЋЗчЯеЦРЙРТлжЄЃЌВЩгУHAZOP ЕШШэМўЗжЮіВЂВЩШЁЯргІЕФАВШЋДыЪЉЁЃ
2.3 ЧПЛЏдЄДІРэДыЪЉ
ЛЏЙЄаавЕЗЯЦјХХЗХХЈЖШВЈЖЏадДѓЃЌвЛАуЛсКЌгаЫсЮэКЭПХСЃЮяЃЌдкНјШыRTO ШМЩеЪБЃЌашвЊНјааЛьдШКЭШЅГ§ЫсЮэКЭПХСЃЮяЁЃНЈвщЦѓвЕВЩгУPP МюЯДЫўЖдгаЛњЗЯЦјНјаадЄДІРэЃЌгЩгкPP ЬюСЯЫўЧПЖШВЛИпЃЌдкЗЂЩњЪТЙЪЪБМЋвзаЙБЌЃЌ*ДѓЯоЖШЕиБЃжЄЯЕЭГАВШЋЁЃ
2.4 діЩшБивЊЕФЗРЛ№ЁЂЗРБЌКЭаЙБЌЕШДыЪЉ
ЗЯЦјЪеМЏзмЙмжаАВзАЗРЛ№ЗЇЃЌЗРЛ№ЗЇгІЗћКЯGB15930 ЕФЯрЙиЙцЖЈЃЛдкRTO ШыПкМгзАзшЛ№ЦїЃЌзшЛ№ЦїгІЗћКЯGB/T13347ЕФЯрЙиЙцЖЈЃЛдкRTO ШМЩеЪвЁЂЛКГхЙоЁЂЙмЕРЙеЭфДІМгаЙБЌЦЌЃЌЗРБЌаЙбЙЩшМЦгІЗћКЯGB 50160 ЕФЯрЙиЙцЖЈЃЛдкRTO ЩшБИИННќЩшжУвЛаЉЯћЗРЩшЪЉЃЛЗчЛњЁЂЕчЛњКЭжУгкЯжГЁЕФЕчЦјвЧБэЕШЩшБИЕФЗРБЌЕШМЖгІВЛЕЭгкЯжГЁМЖБ№ЁЃ
2.5 гХЛЏЪеМЏЯЕЭГ
ЗЯЦјЕФЪеМЏвдМАЗчЛњбЁгУашНјааЙцЗЖЛЏЩшМЦЃЌЗЯЦјЪеМЏЙмЯпашЭГГяЙцЛЎЃЌаЮГЩжЇЙмЃжїЙмЃДІРэзАжУЃзмХХПкЕФЪеМЏДІРэЯЕЭГЃЌШЗБЃЗЯЦјЪеМЏаЇЙћЃЌЪеМЏЙмЭјгІПМТЧБивЊЕФЗРЛ№КЭаЙБЌЁЃВЩгУН№ЪєВФжЪЕФЪеМЏЙмЭјЪБЃЌгІПМТЧОВЕчПчНгЁЂЯЕЭГНгЕиЕШДыЪЉЃЌМАЪБЕМГіОВЕчЃЌБмУтЛ§ОлЃЌНгЕиЕчзшгІаЁгк4QЃЌЗРРзЩшМЦгІЗћКЯGB 50057ЁЂSH/T3038 ЕФЯрЙиЙцЖЈЃЛБмУтЙмЕРжаДцдкжБНЧКЭМтНЧЃЌМѕЩйвђФІВСЖјЕМжТЕФОВЕчЁЃ
2.6 гХЛЏДІРэЯЕЭГ
RTO ТЏЩшМЦЪБЖдЗЯЦјНјааЦјСїГЁКЭШШСїГЁФЃФтЃЌЦфжаЦјСїГЁФЃФтШЗБЃRTO ТЏФкЮоЫРНЧЃЌЗЯЦјФмЙЛОљдШСїГЉЭЈЙ§ЃЌБмУтОжВПЭФСїЛђХЈЖШЙ§ИпЃЛШШСїГЁФЃФтШЗЖЈЬеДЩзАЬюСПЃЌбЁдёЪЪвЫШШЛиЪеаЇТЪЃЌБмУтRTO ТЏаюШШЪвРфЖЫЮТЖШЙ§ИпЃЌМѕЩйАВШЋвўЛМЁЃ
2.7 гХЛЏдЫЮЌДыЪЉ
ДІРэЯЕЭГКЯРэгааЇЕФдЫЮЌЪЧБЃжЄе§ГЃЮШЖЈдЫааЕФБивЊЬѕМўЃЌгІЖЈЦкЖдДІРэЯЕЭГНјааЕуМьЮЌаоКЭХХВщвўЛМЃЌБШШчМАЪБХХГіЪеМЏЙмЭјжаЕФЛ§вКЃЌБмУтЛ§вКжаЕФVOCs дйДЮЛгЗЂжСЦјЯрЃЌЕМжТЦјЯржаХЈЖШЙ§ИпЃЛШЗБЃдЄДІРэЩшЪЉЕФдЫаааЇТЪЃЌБмУтRTOТЏжаЬюСЯЖТШћЃЌв§ЗЂЖЯСїдьГЩАВШЋвўЛМЁЃ
2.8 ЩшжУИїРрАВШЋдЄОЏДыЪЉ
ШМСЯЙЉИјЯЕЭГгІЩшжУИпЕЭбЙБЃЛЄКЭаЙТЉБЈОЏзАжУЃЛбЙЫѕПеЦјЯЕЭГгІЩшжУЕЭбЙБЃЛЄКЭБЈОЏзАжУЃЛЩшжУUPS БИгУЕчдДКЭбЙЫѕПеЦјДЂЦјЙоЃЛЩшжУгІМБХХПеЙмЕРЃЌбЯНћгыИпЮТХХПеЙмЕРЙВгУбЬДбХХЗХЃЛДІРэЯЕЭГгІЩшжУАВШЋвЧБэЯЕЭГЃЌЖдЗчЛњЁЂЗЇУХЁЂШМЩеЦїЁЂТЏЬХКЭЗЯЦјЙмЕРЕШЩшБИЩшЪЉЕФЙиМќВЮЪ§НјааЪЕЪБМрПиКЭСЊЫјЃЛЙиМќЩшБИАВШЋвЧБэЯЕЭГгІВЛЕЭгкSIL2 БъзМЩшМЦЁЃ
2.9 НЅНјЛЏПЦбЇЕїЪд
RTO ТЏЕїЪдЪБРэгІЯШНјааПедиЕїЪдЃЌД§ПедиЕїЪдЮШЖЈКѓдйж№ВННгШыЕЭХЈЖШгаЛњЗЯЦјЃЌШчЦѓвЕЮлЫЎГиМгИЧЪеМЏКѓЗЯЦјЁЂГЕМфЛЛЗчЗЯЦјЕШЃЌ*жедйж№ВННгШыИпХЈЖШЗЯЦјЁЃЭЌЪБЖдФтНгШыИпХЈЖШЗЯЦјЕФХХЗХСїСПЁЂХХЗХХЈЖШНјааМьВтЃЌжиЕуЙизЂЗхЪБХЈЖШЃЌЗхжЕХЈЖШВЛЕУГЌИпЛьКЯЗЯЦјБЌеЈЯТЯоЕФ25%ЁЃ
3. ЪЕМЪАИР§ЗжЮі
ФГЛЏЙЄаавЕЗЯЦјЗчСПЮЊ30000 m3/hЃЌЗЯЦјжаКЌгабЮЫсЁЂПХСЃЮяКЭVOCsЃЌВЩгУМюЯД+ ИЩЪНЙ§ТЫ+RTO ДІРэЦѓвЕЛьКЯЗЯЦјЃЌRTO ЮЊШ§ЪвRTOЃЌVOCs НјЦјХЈЖШЮЊ1250mg/m3ЃЌзлКЯОЛЛЏаЇТЪПЩвдДяЕН99%ЁЃФПЧАвбСЌајЮШЖЈдЫаа5 ФъЃЌИУДІРэЯЕЭГЕФАВШЋПижЦДыЪЉЯъМћЯТБэЁЃ
4. Нсгя




